快速快線就是在最短的停機(jī)停線時(shí)間內(nèi)因產(chǎn)品形體更換所需要的動(dòng)作��??焖贀Q線,(SMED�����,Single Minute Exchange of Die)���,也叫快速換產(chǎn)�。換線的定義就是:前一機(jī)種和后一機(jī)種的轉(zhuǎn)換�。而換線時(shí)間就是指前一機(jī)種最后一個(gè)(臺(tái))產(chǎn)品流出到后一機(jī)種首件流出之間的時(shí)間間隔。而換線時(shí)間包括兩部分時(shí)間即外部時(shí)間和內(nèi)部時(shí)間�。內(nèi)部時(shí)間是指停機(jī)過程中作業(yè)仍應(yīng)該繼續(xù)(如取放工具),而外部時(shí)間是指機(jī)器仍在運(yùn)轉(zhuǎn)過程中或是剛剛重啟動(dòng)之后可以進(jìn)行的作業(yè)(如第一次檢測)�。
一、背景介紹
所使用的SMT生產(chǎn)線由全自動(dòng)印刷機(jī)(德森全自動(dòng)錫膏印刷機(jī))﹐高速機(jī)HSP﹐泛用機(jī)﹐回焊爐﹐AOI 5部分組成��。此線進(jìn)行換線﹐工單要求﹕ Printer需要更換刮刀�����, 100支feeder , GSM 40支feeder.

SMT背景介紹
二�、快速換線
1,觀察當(dāng)前換線流程,收集相關(guān)數(shù)據(jù).
根據(jù)現(xiàn)場觀測﹐換線時(shí)間分布如下:

當(dāng)前換線流程及時(shí)間
SMT總換線時(shí)間為50分鐘﹐由于貼片機(jī)是換線的瓶頸﹐以HSP為主要目標(biāo)進(jìn)行分析。
運(yùn)用<<切換作業(yè)紀(jì)錄表>>,<<切換作業(yè)分析表>>對HSP進(jìn)行跟蹤分析﹐得到如下工作任務(wù)和工時(shí)����。
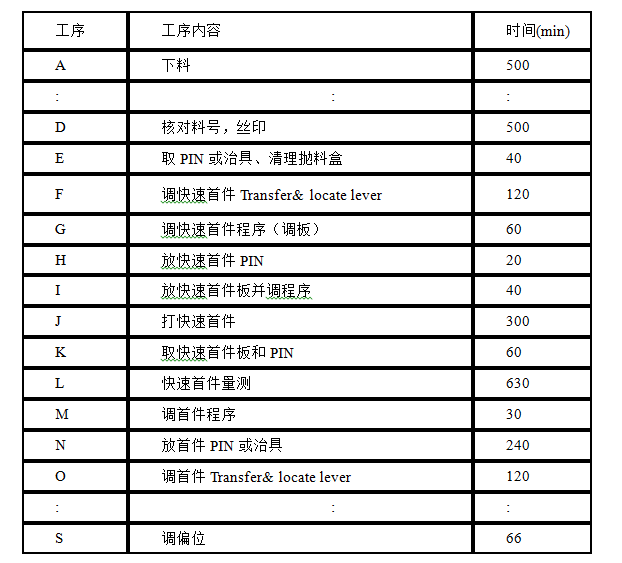
SMT切換作業(yè)紀(jì)錄表
此工作任務(wù)包括所有的換線作業(yè)內(nèi)容﹐通過觀察發(fā)現(xiàn)﹐現(xiàn)場作業(yè)存在如下現(xiàn)象﹕
(1)作業(yè)現(xiàn)場人員混亂﹐
(2)動(dòng)作浪費(fèi)嚴(yán)重﹐
(3)換線時(shí)間過長﹐
(4)作業(yè)員勞動(dòng)強(qiáng)度大﹐
(5)換線工作調(diào)配不合理﹐
(6)feeder報(bào)警頻繁。
區(qū)分內(nèi)部和外部的要素.
根據(jù)機(jī)臺(tái)特性﹐將工作任務(wù)進(jìn)行區(qū)分��。外部操作有﹕傳程序﹐領(lǐng)feeder,備料﹐檢查feeder﹐線外掃描�。其余為內(nèi)部操作。
將內(nèi)部時(shí)間轉(zhuǎn)移到外部
根據(jù)機(jī)臺(tái)特性﹐C作業(yè)為掃描站位和料號(hào)﹐轉(zhuǎn)移為外部操作���。要求當(dāng)有空table的情況下﹐要求作業(yè)員提前上料并掃描﹐核對料號(hào)和絲印﹐沒有空table時(shí)要在沒有停線前就完成C作業(yè)�。將檢查快速首件程序和首件程序轉(zhuǎn)移為外部作業(yè)���。
4 縮短內(nèi)部時(shí)間
改善前的作業(yè)模式為一個(gè)作業(yè)員按照ABDEFGHI的作業(yè)順序作業(yè)﹐通過分析發(fā)現(xiàn)﹐ABD和EFGHI作業(yè)可以并行作業(yè)﹐我們通過增加作業(yè)員的方式來達(dá)到并行的目地﹐使換線時(shí)間縮減�。改善前多個(gè)table倉上料下料作業(yè)也是有一個(gè)作業(yè)員完成﹐我們也采用通過增加作業(yè)員的方式來達(dá)到并行的目地﹐使換線時(shí)間縮減��。換線作業(yè)時(shí)﹐打快速首件和打首件時(shí)報(bào)警頻繁﹐處理報(bào)警異常的時(shí)間浪費(fèi)嚴(yán)重﹐通過抽樣﹐發(fā)現(xiàn)報(bào)警主要原因?yàn)椹s
(1)卷帶(料帶松脫或斷帶)﹐
(2)物料沒有壓到位﹐
(3)料帶打結(jié)﹐
(4)Feeder不良�����。
采用FEEDER質(zhì)量抽檢的方法對FEEDER架料質(zhì)量進(jìn)行關(guān)控�。首先采用上料前FEEDER檢查的方法﹐后對架料GRR%關(guān)控。
5 縮短外部時(shí)間
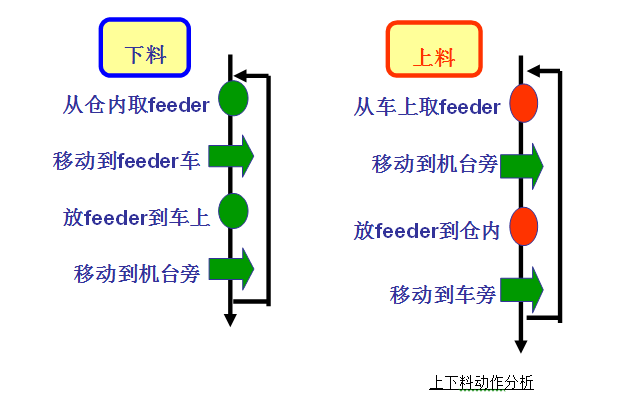
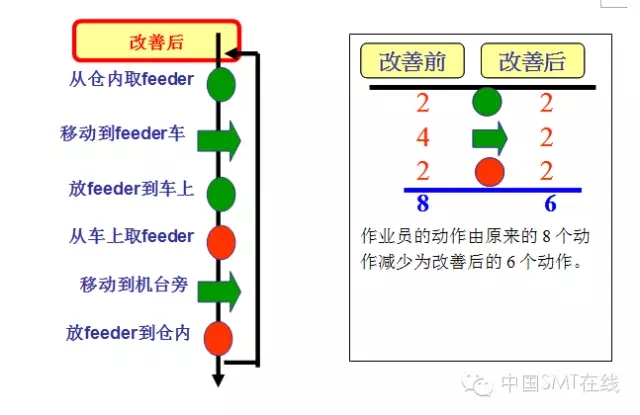
對所有的動(dòng)作進(jìn)行動(dòng)作分析和時(shí)間研究�����。下料5sec/支FEEDER,上料10sec/支��。根據(jù)機(jī)臺(tái)特性和作業(yè)方式﹐將上下料由原來的先下料后上料作業(yè)改為上料和下料作業(yè)同時(shí)進(jìn)行﹐作業(yè)時(shí)間大大縮減�����。
快速換線改善前:
快速換線改善后
通過一系列改善﹐HSP4797L換100支FEEDER的工單由原來的45分鐘較少到25分鐘����。將此方法推廣運(yùn)用到全自動(dòng)錫膏印刷機(jī)和泛用機(jī)上﹐換線時(shí)間分別由10分鐘和20分鐘縮減到8分鐘和15分鐘﹐SMT線總換線時(shí)間由50分鐘縮減到25分鐘,成果顯著。
總結(jié)
達(dá)到快速換線并不一定必須引進(jìn)最先進(jìn)的高性能設(shè)備或其他方面花費(fèi)大量的資金,而只要在作業(yè)現(xiàn)場動(dòng)腦筋,想辦法,下工夫就可能實(shí)現(xiàn).�。
快速換線作業(yè)縮短所帶來的生產(chǎn)批量的縮小,不僅可以使工序間的在制品儲(chǔ)存量減小,使生產(chǎn)周期縮短,而且對降低資金占用率節(jié)省保管儲(chǔ)存空間,降低成本,減少不良品都有很大的作用.